

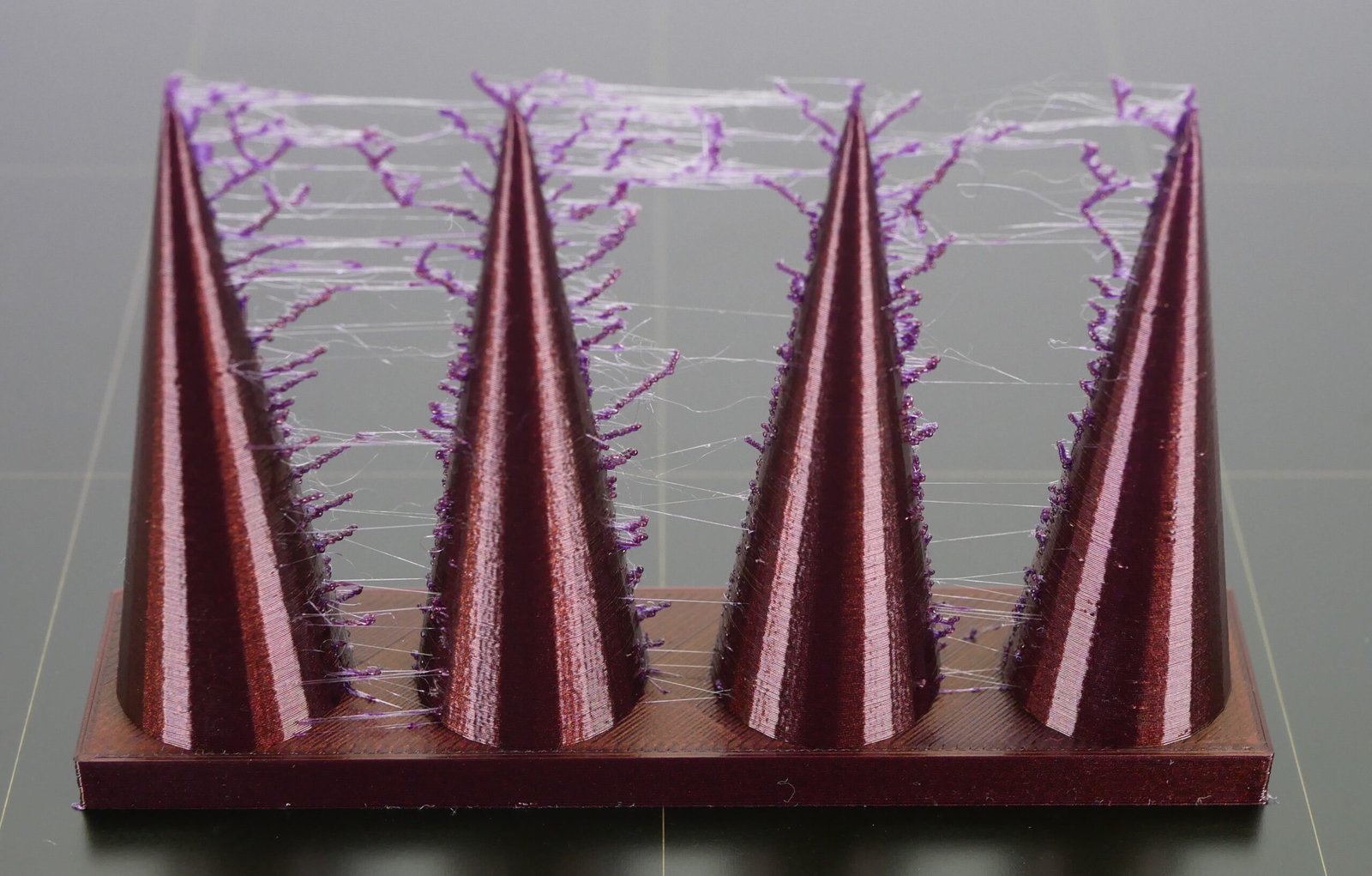
A calibração da retração é um dos ajustes mais importantes para garantir a qualidade das suas impressões 3D. Quando mal configurada, pode resultar na formação de fios finos entre partes da peça, um problema conhecido como stringing. Felizmente, o Orca Slicer oferece ferramentas avançadas para ajustar a retração de forma precisa, garantindo impressões limpas e sem defeitos.
Se você já enfrentou dificuldades com teias indesejadas nas suas peças, este guia definitivo vai te mostrar o passo a passo para configurar corretamente a retração no Orca Slicer, seja sua impressora Direct Drive ou Bowden. Vamos explorar cada etapa, desde a escolha dos parâmetros até a análise dos resultados para um ajuste fino perfeito.
Por Que a Retração é Tão Importante?
A retração consiste no recuo do filamento dentro do bico de impressão para evitar a extrusão excessiva enquanto a impressora se movimenta entre diferentes partes do modelo. Quando bem ajustada, ela reduz significativamente problemas como:
- Stringing (formato de teias entre as partes da peça);
- Blobs (acúmulos excessivos de material);
- Excesso de material em deslocamentos longos;
Cada tipo de extrusora requer uma configuração específica. Impressoras com extrusoras Direct Drive precisam de valores menores de retração, enquanto as do tipo Bowden exigem ajustes mais agressivos devido à distância maior entre o motor do extrusor e o bico de impressão.
Passo a Passo para Calibrar a Retração no Orca Slicer
1. Preparando o Ambiente
Antes de começar, certifique-se de que:
- Sua impressora 3D está devidamente calibrada;
- O Orca Slicer está instalado e configurado corretamente para o seu equipamento;
- Você tem um filamento de boa qualidade, preferencialmente seco para evitar interferências no teste.
2. Configurando o Teste de Retração
- Abra o Orca Slicer e navegue até a seção de Calibração.
- Escolha a opção Retração e selecione o tipo de extrusora da sua impressora.
- Defina os valores iniciais:
- Extrusora Direct Drive: Comece com 0,5mm de retração, aumentando até um máximo de 2mm.
- Extrusora Bowden: Defina valores entre 3mm e 8mm, ajustando conforme necessário.
- O Orca Slicer irá gerar uma torre de testes com diferentes níveis de retração, facilitando a análise.
3. Ajustando os Parâmetros de Impressão
- Altura da camada: 0.2mm para um teste preciso.
- Temperatura de impressão: Use o valor recomendado pelo fabricante do filamento.
- Velocidade de retração: Comece com 45mm/s e ajuste conforme necessário.
- Distância de retração: Ajuste com base nos testes.
4. Executando o Teste
- Fatie o modelo gerado pelo Orca Slicer e inicie a impressão.
- Observe os resultados:
- Teias ainda presentes? Aumente a distância de retração.
- Filamento falhando em extrusar após deslocamentos? Reduza a retração.
- Anote o menor valor que elimine os fios sem afetar a extrusão.
- Salve essas configurações no perfil do filamento para futuras impressões.
Dicas Adicionais para Melhorar a Retração
- Verifique a umidade do filamento: Filamento úmido pode gerar stringing excessivo.
- Ajuste a velocidade da retração: Velocidades muito altas podem gerar falhas na extrusão.
- Experimente diferentes perfis: Algumas configurações podem variar entre diferentes tipos de filamentos.
- Considere o uso de Combing: Reduz deslocamentos e melhora a qualidade.
Conclusão
A calibração da retração no Orca Slicer é essencial para evitar defeitos como stringing e garantir impressões mais limpas. Ajustando corretamente os parâmetros de distância, velocidade e temperatura, é possível obter peças de alta qualidade sem artefatos indesejados.
Seguindo esse guia, você será capaz de otimizar suas impressões 3D e eliminar problemas comuns de extrusão. Agora é sua vez de testar, ajustar e compartilhar suas experiências nos comentários!